激光切割機的加工表面質量是衡量激光切割機零件加工質量的指標之一,對工件的工作性能具有很大的影響.通過掌握激光切割機加工中各種工藝因素對加工表面質量影響的規律,尋找提高表面質量的工藝措施的途徑,提高加工表面質量。
從4個方面來判斷激光切割機加工質量的好壞。

對于廣大激光切割加工而言,評價其加工質量的好壞主要包括以下幾點:
1、切割面光滑、紋路少、沒有脆性斷裂。
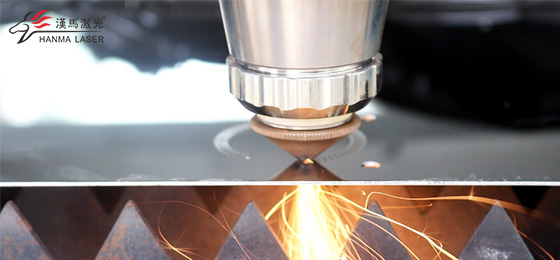
激光高溫切割板材時,熔融材料的痕跡不會出現于垂直激光束下方的切口里,反而會在激光束偏后處噴出來。
結果,彎曲的紋路在切割邊緣形成了,紋路緊緊跟隨移動的激光束,為了修正這個問題,在切割加工結尾時降低進給速率,可以大大消除紋路的行成。
2、切縫寬度窄(這主要與激光束光斑直徑大小有關,取決于激光管的好壞)。

切口寬度一般來說不影響切割質量,僅僅在部件內部形成特別精密的輪廓時,切割寬度才有重要影響,這是因為切割寬度決定了輪廓的最小內經,當板材厚度增加時,切割寬度也隨之增加。所以想要保證同等高精度,不管切口寬度多大,工件在激光切割機的加工區域應該是恒定的。
3、切縫垂直度好,熱影響區域小。
當加工材料的厚度超過18mm時,切割邊緣的垂直度是非常重要的;遠離焦點時,激光束變得發散,根據焦點的位置,切割朝著頂部或者底部變寬。切割邊緣偏離垂直線百分之幾毫米,邊緣越垂直,切割質量越高。
4、切割材料熱影響。
作為熱切割加工應用設備,在使用過程中勢必會對材料造成熱影響,其體現主要包括三個方面:a.熱影響區域;b.凹陷和腐蝕;c.材料變形;其中熱影響區域指激光切割中,沿著切口附近的區域被加熱。同時,材料本身結構發生變化。例如,一些材料會發生硬化現象。熱影響區域指的是內部結構因高溫而發生變化的區域性的變化;而凹陷和腐蝕是對切割邊緣的表面有不利影響,影響激光切割機的外觀。他們出現在一般本應避免的切割誤差;最后如果切割使得部件急劇加熱,它就會變形。精細加工中這一點尤為重要,因為這里的輪廓和連接片通常只有十分之幾毫米寬。控制激光功率以及使用短激光脈沖可以減少部件變熱,避免變形。
掌握基礎知識,摸清楚工藝措施對切割面的影響,便可以提高加工表面的質量把控。俗話有說:“熟能生巧,巧能生妙。”最好的方法莫過于多實踐,多觀察,多總結。
掃一掃,關注我們?

產品中心
金屬材料激光切割機
激光焊接機
精密地軌
非金屬激光切割雕刻機
配套設備
視頻展示
產品介紹
企業簡介
工藝打樣
服務支持
裝機實例
安裝維護視頻
說明書下載
軟件下載
新聞資訊
展會資訊
歷年展會
公司活動
購機指南

Copyright? 2022 廣州漢馬自動化控制設備有限公司 備案號:粵ICP備16119234號
電話:400-1616-918 傳真:020-66354960 廣州一廠:廣州市南沙區市南路東涌段392號 浙江二廠:浙江省溫嶺市東部新區金塘南路
